 灰鐵平床身針對(duì)灰鐵平床身反映較多的薄壁件進(jìn)行統(tǒng)計(jì)分析,實(shí)體硬度檢測(cè)在...
灰鐵平床身針對(duì)灰鐵平床身反映較多的薄壁件進(jìn)行統(tǒng)計(jì)分析,實(shí)體硬度檢測(cè)在...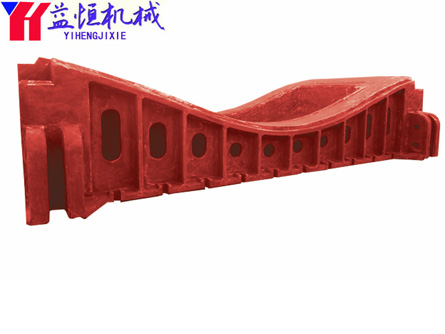 大型機(jī)床鑄鐵件目前大型機(jī)床鑄鐵件大部分為灰鑄鐵,對(duì)大型機(jī)床鑄鐵件的質(zhì)量,要...
大型機(jī)床鑄鐵件目前大型機(jī)床鑄鐵件大部分為灰鑄鐵,對(duì)大型機(jī)床鑄鐵件的質(zhì)量,要...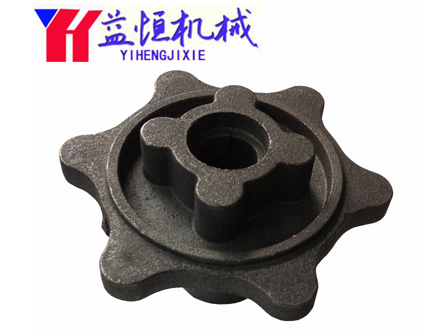 消防球墨鑄件金屬型工作溫度和各部分的溫差對(duì)球墨鑄件的冷卻溫度場(chǎng)有著重要的...
消防球墨鑄件金屬型工作溫度和各部分的溫差對(duì)球墨鑄件的冷卻溫度場(chǎng)有著重要的... 益恒泵體閥門泵體閥門廣泛用于各行各業(yè)的泵和閥門行業(yè),在各種泵和閥門中,鑄...
益恒泵體閥門泵體閥門廣泛用于各行各業(yè)的泵和閥門行業(yè),在各種泵和閥門中,鑄... 泵體閥門泵體閥門是用來(lái)開閉管路、控制流向、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(...
泵體閥門泵體閥門是用來(lái)開閉管路、控制流向、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(...
制造有色合金鑄件時(shí),已設(shè)計(jì)了適合合金鑄件的大批量生產(chǎn)各種特性垂直分型造型法,現(xiàn)正在推廣。
但是,具有要求的機(jī)械特性的鑄件,在用這種造型法達(dá)到相當(dāng)高度的大批量生產(chǎn)之前,作為大批量鋁合金鑄件的生產(chǎn)方式,金屬型鑄造法依然占有優(yōu)勢(shì)。
水平分型濕砂型鑄造法,對(duì)于中、小批量鑄造工廠,還是有利的造型法之一,無(wú)論是上型、下型方式,或雙面模板方式,對(duì)復(fù)雜鑄件的生產(chǎn)都有適應(yīng)性。可在一個(gè)循環(huán)期內(nèi) 換模樣,短時(shí)間運(yùn)行、長(zhǎng)時(shí)間運(yùn)行都可以的進(jìn)行生產(chǎn)。但手工操作需要機(jī)械化,為了生產(chǎn)表面優(yōu)良、尺寸的鑄件,還需對(duì)整套設(shè)備進(jìn)行改造。
溫砂造型法的選擇,需要考慮以下各點(diǎn):
◆要有能造型出硬度均一的 鑄型的造型設(shè)備。◆可以 換模板。◆下芯、鑄型的裝卸機(jī)械化。
為使造型度均一,采用了多種技術(shù)。有幾種自動(dòng)雙面模板機(jī)采用了射砂和壓實(shí)法,此時(shí),為了取得均一的鑄型密度,射砂和壓實(shí)法,此時(shí),為了取得均一的鑄型密度,射砂的方向要是與板垂直的方向。還有一種上型、下型造型機(jī),為使鑄型密度均一,還采了微振擊和壓實(shí)。另外,為向模樣填砂時(shí)有強(qiáng)的沖擊力,也有用高壓縮氣體的。但是,為均一的鑄型硬度,采用了多種方法,對(duì)各種造型方式來(lái)講一種方法是解決不了的。在造型機(jī)的選擇上,要對(duì)現(xiàn)在使用的鑄造廠進(jìn)行調(diào)查,并用自己的模樣試驗(yàn),以觀察其結(jié)果。
大型機(jī)床鑄件,球墨鑄件,消防栓鑄件,減速機(jī)鑄件,礦冶重機(jī)配件,灰鐵鑄件,雕刻機(jī)鑄件,http://btgszz.com/
