 滄州益恒機械制造有限公司在球墨鑄件鑄造生產中嚴格管滄州益恒機械制造有限公司,鑄造加工為一體,始建于1985年.位于河...
滄州益恒機械制造有限公司在球墨鑄件鑄造生產中嚴格管滄州益恒機械制造有限公司,鑄造加工為一體,始建于1985年.位于河...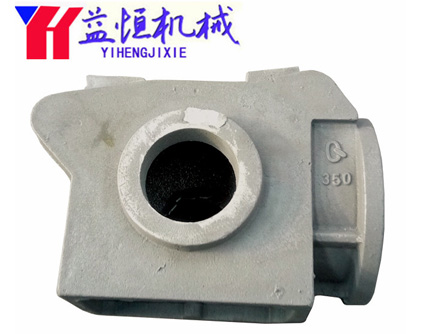 灰鐵箱體鑄件灰鐵箱體鑄件澆注溫度的正確選擇:澆注溫度過高會引起砂型漲大,...
灰鐵箱體鑄件灰鐵箱體鑄件澆注溫度的正確選擇:澆注溫度過高會引起砂型漲大,...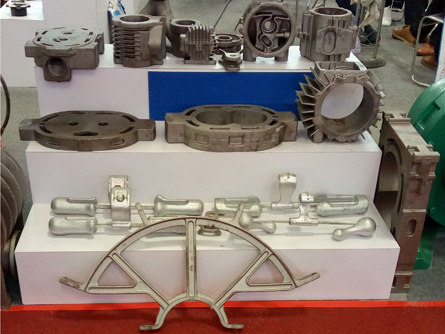 鍍鋅零件球墨鑄件冒口補縮不進:球墨鑄件鍍鋅零件冷卻,球墨鑄件中的鍍鋅...內蒙圓蓋內蒙圓蓋的材質是球墨鑄鐵,球墨鑄鐵的加工技術了迅雷不及掩耳的...
鍍鋅零件球墨鑄件冒口補縮不進:球墨鑄件鍍鋅零件冷卻,球墨鑄件中的鍍鋅...內蒙圓蓋內蒙圓蓋的材質是球墨鑄鐵,球墨鑄鐵的加工技術了迅雷不及掩耳的...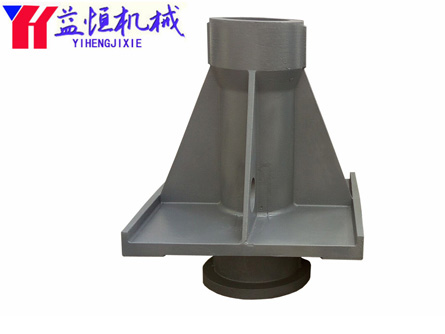 軸承體軸承體是浮選機上的配件,浮選機工作中的基本要求,浮選機礦漿吸...
軸承體軸承體是浮選機上的配件,浮選機工作中的基本要求,浮選機礦漿吸...生產球墨鑄鐵件注意以下方面原則:

1、鑄型原則 分型面盡可能把主要型腔置于底箱,利于工藝設計,砂箱剛性強吃砂量要少,均衡凝固,厚部用直接冷鐵或隔砂冷鐵,加速冷卻合格的組織。 澆注系統設計原則是快澆,擋渣、補縮、經濟、易清整。內澆口形狀用距形較好(長方形或近似方形)易于補縮、充型溫差小。不應開設半圓或三角形的內澆口補縮效果差,半圓或三角形澆口保溫強,澆口與鑄件結合部易形成縮孔。
2、充型后凝固快提高鑄件光潔度與內在密度,無冒口簡化工序節約了成本,冒口盡量用暗壓力冒口易操作,大型件若用明冒口不能一次澆滿用人工訂火(補鐵水)作用才大。
3、球墨鑄鐵件的生產要控制其不能發生白口、硬邊,解決方法:
(1)控制化學成分
(2)加大澆口
(3)出爐鐵液溫度>1450℃,提高澆注溫度。
大型機床鑄件,球墨鑄件,消防栓鑄件,減速機鑄件,http://btgszz.com/
