壓鑄模具是模具中的一個大類。隨著我國汽車摩托車工業的發展,壓鑄行業迎來了發展的新時期,同時,也對壓鑄模具的綜合力學性能、壽命等提出了 高的要求。 模協秘書長羅百輝認為,要滿足不斷提高的使用性能需求僅僅依靠新型模具材料的應用仍然很難滿足, 將各種表面處理技術應用到壓鑄模具的表面處理當中才能達到對壓鑄模具 、和高壽命的要求。在各種模具中,壓鑄模具的工作條件是較為苛刻的。壓力鑄造是使熔融金屬在高壓、高速下充滿模具型腔而壓鑄成型,在工作過程中反復與熾熱金屬接觸,因此要求壓鑄模具有較高的耐熱疲勞、導熱性、耐蝕性、沖擊韌性、紅硬性、良好的脫模性等。 壓鑄模具現狀 在 壓鑄模具市場競爭日趨激烈的情境下,日本壓鑄模具業也在努力降低生產成本。在市場規模上,不論產值或國內需求以日本衰退 為明顯。日本模具廠商在技術上較重視拋光與研磨加工制程,德國模具廠商則由提高機械加工與放電加工的精度與效率著手,以降低手工加工的時間。日本壓鑄模具業正逐漸將技術含量不高的模具轉向人力成本低的地區生產,只在本國生產技術含量較高的產品,日本這種加快向轉移的趨勢,這使日本本國壓鑄模具使用量減少。 影響我國壓鑄模具業發展的因素分析 制約我國壓鑄模具行業發展的主要原因有: ,國內壓鑄模具在原材料的使用上面仍有許多不足之處; ,技術的落后,是我國壓鑄模具產業的發展受到了非常大的阻礙;第三,我國壓鑄模具業的配套體系也不完善。 焊接復合鋼坯法,有若干個都提出了用焊接方法將兩塊以上連鑄板坯制成一塊復合板坯然后進行軋制的方法,在壓縮比小于2.0的條件下,生產特厚鋼板,代表性的為特許公開。該的技術要點是:1)復合板坯的制造:將連鑄板坯相對的接合面用砂帶研磨機研磨去除板坯的黑皮面,研磨厚度約2mm,將板坯疊放后放在真空室中,板坯界面之間的空氣壓小于1Pa,用電子束焊接或惰性氣體保護焊將板坯四周密封焊牢。2)鋼板軋制:將復合板坯加熱(加熱溫度大于1000℃),軋制成特厚鋼板(壓縮比小于2.0),軋后冷卻到500℃所用時間t(秒)應滿足如t≥(Ra)2/0.15,Ra是接合面的粗度(μm)。說明中列舉的 大規格是(308mm+308mm)板坯軋成340mm板材(壓縮比1.8)。
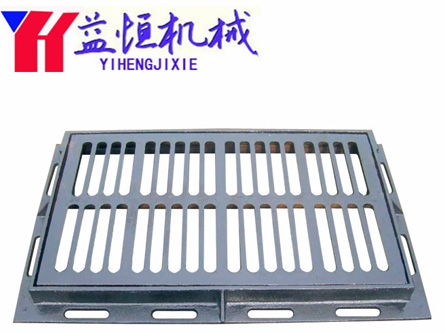
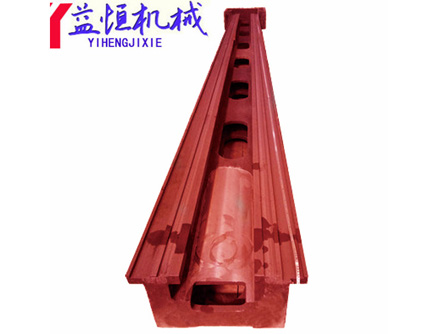
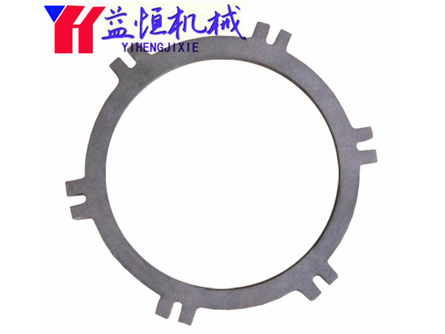
本公司還供應上述產品的同類產品:鑄造模具,鑄鐵模具,壓鑄模具